




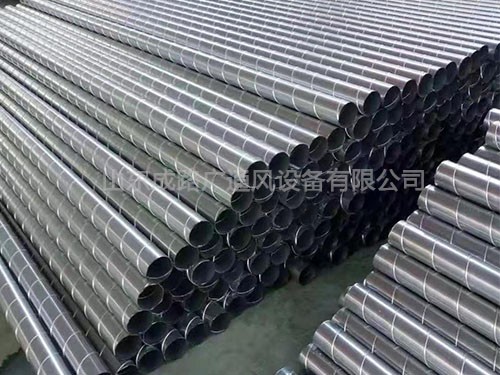
不鏽鋼風管,英文名Steel Use Stainless Duct,英文縮寫:SUS Duct,不鏽鋼風(fēng)管可分為圓形和矩形兩種。可根據工程現場的不同要求,生產(chǎn)各種形狀、各種規格型號及板材的成品風管(guǎn)。不鏽鋼風管表麵性質主要有8K鏡麵(miàn)板、彩色不鏽鋼板、不鏽鋼磨砂板、不鏽鋼拉絲板、不鏽(xiù)鋼花紋(wén)板、不鏽鋼蝕刻板、鈦金、雪花(huā)砂、2B板、BA板和工業中(zhōng)厚板。不(bú)鏽鋼風(fēng)管成品因其優異的耐蝕性、耐(nài)熱性、高強度等物化性能,主要應用於(yú)多種氣(qì)密性(xìng)要求較高的工藝排氣係(xì)統、溶劑排氣係統、有機排(pái)氣係統、廢氣排(pái)氣係統及普通排氣(qì)係統室外部分、濕熱排氣係統、排煙除塵係統等。
特點
1、外形美觀、內壁光滑、阻力小、氣密性好、承壓強度(dù)高,能適合(hé)非(fēi)常複雜的排氣工程。
2、可排除可燃及不可燃之化學(xué)腐蝕氣體,而不需要另外裝置灑水滅火(huǒ)設備。
3、由不鏽鋼製成,材質堅固,易保持完整性。
4、不鏽鋼風管ECTFE Coating內部塗層,具有(yǒu)高度抗化學酸(suān)堿性、耐衝擊性、抗腐蝕與耐高溫(wēn),其可適用溫度150℉~300℉ (-66℃ ~149℃)之間。
5、使用電腦輔助設計而成,安裝簡易。可使用於(yú)無滅火裝(zhuāng)置環境,可節省安裝滅(miè)火裝置成本。
6、其造價比鍍鋅(xīn)風管高, 方便運輸和適應現(xiàn)場的更改。
使用範圍:1、無塵室,2、半導體工業,3、印製電(diàn)路板(bǎn)工業,3、石油化學工業,4、配藥工業,5、紙漿和造紙工業,6、食品加工工業(yè),7、包括易燃、揮發(fā)性、腐蝕性化學製品的實驗室、任何關於腐蝕性、易燃排氣管運送和輸出的工業或設施。
不鏽鋼風管加工流程:剪(jiǎn)板機數(shù)控直條下料--卷圓--自動焊接--套法蘭--管道翻邊--酸洗--質檢--包裝--發貨核檢
管道預製須嚴(yán)格按照SH/T3517-2001的要求進行,預製管道前須認真核對(duì)管道平麵布置圖、詳圖、管(guǎn)段圖,以避免造成不必(bì)要的(de)返工。
1、管子下料(liào)
⑴、下(xià)料應嚴格按設計單線圖進行,切割前材料尺(chǐ)寸應仔細核(hé)對。數控剪板機(jī)直條下料(誤差正負0.1mm)
⑵、下料時應根據管子(zǐ)長短合(hé)理排料,減少浪費。對數(shù)量少,管徑大,管壁厚及其它特(tè)殊材質管道,應先整體排料再下料,嚴格控製管子的用量,對100mm以上的切割餘量(liàng)不能作為廢料處理,應按材質登記保(bǎo)管以便備用(yòng)。
⑶、切割後的管材(cái)標識若被破壞,應在剩餘管材上複製原有標識。材料標識要求見附表四。
⑷、不鏽鋼管材須用機械或等離子切割(gē),其(qí)餘管材可用火焰切割下料和製備坡口,切口表麵應平整,無(wú)裂紋、重皮、毛刺凹凸、縮口,熔渣、氧(yǎng)化物、鐵屑等應及時去掉。
⑸、切口端麵(miàn)的傾斜偏差△不大於管外徑的1**,且不超過2mm。
2、坡口製備要求
管(guǎn)道(dào)連(lián)接主(zhǔ)要是焊接方式,坡口是焊接(jiē)的**條件(jiàn),須按規範規定進行,中、低壓管道坡口型式采用V型,高壓管道采用YV(雙V)型坡口,坡口加工應平整,不得有裂紋、重皮、毛刺和氧化(huà)鐵(tiě)等,用(yòng)角向磨光機將坡口和附近10mm範圍內打磨出金屬光澤。具(jù)體(tǐ)坡口(kǒu)形式(shì)按焊接工藝卡執行。
3、焊口(kǒu)組對
管道(dào)組對前,將(jiāng)接口內外表麵25mm範(fàn)圍內的泥(ní)垢(gòu),油汙(wū)、鐵鏽(xiù)等清(qīng)除幹淨(jìng),用鋼絲刷或拖(tuō)布將(jiāng)管內雜(zá)物清除。對預製和安裝時未(wèi)封閉的管段(duàn),應采取措施封堵管口,避免雜物進入管道內。
4、預製允許偏(piān)差:
⑴、法蘭麵(miàn)與管中心垂直度:DN<100時0.5mm,100≤DN≤300時1.0mm,DN>300時2.0mm;
⑵、尺寸偏(piān)差(chà):自由管段±10mm,封閉管段(duàn)±1.5mm
管(guǎn)子(zǐ)對口時應在距接(jiē)口中心200mm處(chù)測量平直度
當DN<100mm時,a<1mm;DN≥100mm時(shí),a<2mm;但全(quán)長允許偏差小於10mm。當管子(zǐ)公稱直徑小於100mm時,允許(xǔ)偏差值α為1mm;當管子公稱直徑大或等於100mm時,允許偏差值α為2mm;但全長的(de)偏差值不得(dé)超過10mm。
5、管道(dào)預(yù)製件應按(àn)規定要(yào)求編號(hào)(管線號、焊口編(biān)號和焊工號)以(yǐ)便於質量控製和安裝時查找。
6、預製(zhì)完畢的管段,應將內部清理幹淨,並及時封閉管口,保證管內清潔。特別指出,本工程所有管口在安裝前須全部封閉,確保預製管道進入(rù)現場**封(fēng)堵。
7、等厚(hòu)管(guǎn)道對接焊口的(de)組對應做到內壁(bì)齊平,內壁錯邊量不宜超過壁厚的10**,且不大於2毫米。
8、不等厚管道組成件組對(duì)時,當內(nèi)壁錯邊量(liàng)超過(guò)1.5mm或外壁錯邊量超過3mm
9、相鄰焊口間距要求(qiú)
環焊縫中心麵間距:DN≥150mm不小於150mm,DN<150mm不小於管外徑;
縱焊縫近點間距(jù)應大於等於5倍管子壁厚;
支管開孔距主管環焊縫或縱焊(hàn)縫的(de)近點間距不小(xiǎo)於3倍主管壁厚。
10、當(dāng)耳柱(zhù)、支架焊接(jiē)在管子上時,支架或耳柱焊口不應穿越管子或管件焊(hàn)口。
11、焊接組對(duì)時的點固焊及固定卡具焊縫的焊接,要求同正式焊接。
12、拆(chāi)除固定卡具(jù)時,禁止用榔(láng)頭直(zhí)接敲掉,應用砂輪機或氣焊火(huǒ)焰去掉,火焰切割限於(yú)焊縫外層。與母(mǔ)材接觸部分用砂輪機打磨去除,若有缺陷應作滲透檢驗(yàn)合格後修複。
13、焊縫表麵不得有裂紋(wén)、焊縫不得有未熔合、根部未焊透(tòu)等缺陷,咬邊深度(dù)不大於0.5mm,在(zài)任何一段連續為300mm長焊(hàn)縫中不大於50mm,焊縫表麵不得有(yǒu)局部密集(jí)氣孔、單個氣孔和夾渣(zhā)。
14、焊接完成後應及時清除焊縫表麵的渣皮(pí)、飛濺,並對管道焊縫(féng)表麵質(zhì)量進行(háng)自檢。
15、不鏽鋼風管、配件焊(hàn)接接頭焊後應進行酸洗與鈍化處理,用不鏽(xiù)鋼專用(yòng)酸洗鈍化液(膏)處理不鏽鋼接頭表麵,清除焊接時(shí)產生的氧化物(wù)。


